Welcome to BAOLAN EP INC.

24-Hour Hotline
- Carbon Capture Utilization
- VOCs series
- DeSOx-DeNOx-Dedust
- Consumables

Contact Baolan

Address: Jurong East Road, Huantai Industrial Park, Zibo City, Shandong Province
Tel: +86-135-8959-1050
E-mail: [email protected]
Tel: +86-135-8959-1050
E-mail: [email protected]

RTO
Regenerative Thermal Oxidizer
Introduction Regenerative Thermal Oxidizer (RTO) uses the ceramic regenerators to store the heat generated by the decomposition of VOCs, and uses the thermal energy stored in the ceramic regenerator to pre-heat and decompose the untreated VOCs, thereby achieving high thermal efficiency.



System structure
1. regenerator
The regenerator is the heat carrier of RTO system, which directly affects the heat utilization rate of RTO. Its main technical indicators are as follows:
(1) heat storage capacity: the larger the heat stored by the unit volume of the regenerator, the smaller the volume of the regenerator;
(2) heat transfer speed: the thermal conductivity of the material can reflect the speed of heat transfer, the greater the thermal conductivity, the faster the heat transfer;
(3) thermal shock stability: the regenerator switches continuously between high and low temperature for many times. Under the condition of huge temperature difference and short time change, it is easy to deform and break, block the air flow channel, and affect the heat storage effect;
(4) corrosion resistance: the gas medium contacted by the heat storage material is mostly highly corrosive, and the corrosion resistance will affect the service life of RTO.
2. switching valve
The switch valve is the key part of the circulation heat exchange of RTO incinerator. It must switch accurately at the specified time. Its stability and reliability are very important. Because there are a lot of dust particles in the waste gas, the frequent action of the switch valve will cause wear. To a certain extent, the valve will not be tightly sealed and the action speed will be slow, which will greatly affect the use performance.
3. burner
The main purpose of the burner is not to mix the gas and fuel too fast, which will result in local high temperature; however, it can not mix too slowly to cause secondary combustion or even inadequate combustion of the fuel. In order to ensure the combustion of fuel in low oxygen environment, the diffusion between fuel and gas, the mixing with exhaust gas in the furnace and the angle and depth of jet should be considered. These parameters should be accurately calculated according to the actual process requirements at the beginning of design, otherwise it will directly affect the incineration effect of RTO.
Advantage
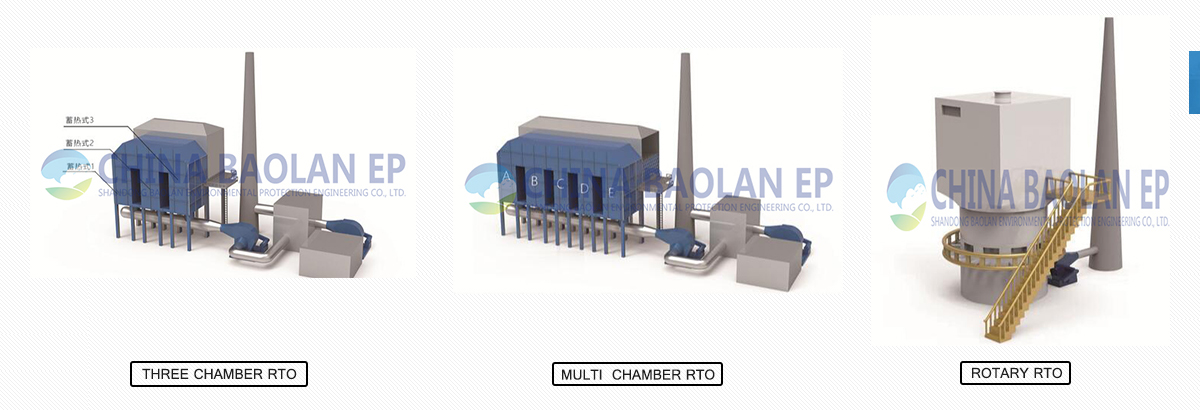
① Variety: two chamber, three chamber and rotary RTO processes are optional;
② high removal rate: VOCs removal efficiency is high, the highest can reach more than 99%, suitable for different working conditions;
③ high applicability: it can handle many components, almost all organic waste gas
④ economic benefits: waste heat device can be configured as required; high efficiency heat exchange makes the equipment have good economy and safety;
⑤ operation safety: flameout protection, over temperature alarm and other functions make the operation safer;
⑥ easy to use: high degree of automation control and convenient maintenance;
⑦ proper structure: the system is compact in structure and covers a small area;
⑧ real time monitoring: PLC system is used to realize multiple protection, self inspection and troubleshooting, and the system is stable and perfect.

● Low concentration, large air volume, organic waste gas for pharmaceutical industry.
●Petroleum, chemical (such as plastic, rubber, synthetic fiber, organic chemical), plastic, rubber, pharmaceutical, printing (including iron printing) containing organic components such as benzene, phenols, aldehydes, ketones, ethers, and esters , Printing paper, printing plastic), pesticides, shoemaking, power cable production industries, etc.
● The exhaust gas contains mercury, lead, tin, zinc phosphorus, phosphide, arsenic and other substances that cause catalyst poisoning.

Copyright © 2014-2023 BAOLAN EP INC.
Telephone: +86-135-8959-1050 E-mail: [email protected]
Address: Jurong East Road, Huantai Industrial Park, Zibo City, Shandong Province


